��:�\�ݾ��η���Q345���|
�l���ߣ�wxtlxgt �l���r�g��2020-07-06 16:43:15
��:�\�ݾ��η���Q345���|a�ò����@��Û��˨���b֧�ܕr�����������ڰ��b֧�ܵ�λ�����@�����b�@���Ŀױ���c�������洹ֱ��������ֱ���c���⏽��������Ȟ����L�ȼ�15mm���@�ú�������׃ȵ���м����Ƀ���c����������˨��������ܵ��_�ڶ˳�����˨���F��β���������ٰ���ĸ������˨�ϡ�Ȼ��������@�õĿ׃��������ĸ���|�ڕr���ð��֔Q�o��ĸ������S����ĸ�ĔQ�o�������˨���F��β���Ͱ��_�ڵ���β��Û�_��ʹ��˨����һ��o���ڿ׃����7�����b���йܵ��r����ע��ʹ�ܵ��g�����И˜ʻ�������6�A�Ƽӹ���3.6.1�ܵ��Дࣺ�����D���ͬF�����H�y���Ĺܶγߴ磬�����݈D���������݈DӋ��ܵ��L�����ϣ��ڹܶ��Ϯ�������ķֶγߴ�������ʹ�����c�ܵ��S����ֱ�ǣ����ܵ���ֱ�Д��������ʹ�ÙCе���ߵ������2�ܵ��пڵ�̎����һ�йܵ����п�̎������S�S��һƽ��ƽ�棬��ȥ�ܵ������߅�����ë�̵����3�ܵ��ȵęz������������������ܶ˵ı��o�����1�ܵ��п��ڽӺ�ǰһ��Ҫ��߹ܿڃȵĴ����P�ܿ�߅������Fм�����3.2�ӹ��ꮅ��������I�R�r��ֹ�r���������ö��^���ܶ˷��]������������ʹ�����M��܃ȼ��ܿ�߅��Ľz��̎�����3���b�ܵ�ǰһ��Ҫ��߹��Ńȼ��ܿ�߅��Ľz��̎���4���A�Ƽӹ��õĹܶ�����������̖�ŵ��m��λ���{ֱ��������b�������bһ��������ɹ����֧�ɹܡ�֧�����������֧����������Ϲܡ�����ܰ��b��������b�r�����������ܵ��_ʼ������������֧�������M�С�1�ɹܰ��b��3.7.1.1���A�Ƽӹ��õĹܵ����h·�ˌ���̖������\�����b���c����������̖���ɢ�_���þ�λ����oȡ��䓎���Ƭ���ęM��ԇ�����۴Δ���ֵ�����ϱ�2��Ҏ�t5.4.4�^��Ϳ�Ӹ���̖䓎���Ƭ������Ϳ��^��Ϳ�ӡ��^��Ϳ�ӑ����I�^����������׃�����͡��C���͵ȵĸ��g��������Խܳ���ȡ��䓵Ľ^��Ϳ�ӑ���Lס���������˻����������������˻�ǰ�����y䓰�Ľ^��Ϳ�����ֵ�M�������Ϲ����p���f�h��һ��Ҫ��6.1��؛��ʽ6.1.1�Ƭ���乩؛�����䓎��Ծ���؛��������������ķ���������ӆُ�f�h���f�h�Пo����Ҫ��r������ز�����3t,䓾�ȏ���51mm��2mm6.1.2ÿ��䓎�ԭ�t����һ�l䓎����ɣ���������ͬһ��̖���ͬһ�߶ȵ�2�l����䓎�����һ����ÿ�l�L��С��2m���������g���^�x�Ì����������Ҫ���@����־��3䓾����@�r߅������Ҏ������������������o���������²�ԓ����6.2�����|��6.2.1䓎���Ƭ�����摪�����������������K�\�õ��P�g����������Ƥ����ӡ����������������ӵ�ȱ�c������䓎������ٔ�����ȱ�c�����г��r���Ɏ�ȱ�c��؛�������И�־6.2.2䓎���Ƭ��������в�Ӱ��\�õ�ȱ�c��������Ϳ�ӗl�����������ۡ�δ��Ƥ����|�����������Լ��ں���`��Ҏģ�ȵ��ٔ��Y�̡����c���������ӡ����̈́��۵����3�^��Ϳ�ӑ��нܳ��ĸ����ԣ��ڼ��к;��@�\�Õr��ԓ���@������������������e��������CSP��ˇ�@�õı����������^����о��Y����ԓ�����������ğ��bHSLA�������ָ�����x��1ԇ��^���Ͻ������о��������~����F��˾Arkansaa�S�ṩ������о�ȫ�^���в���늻��W��ȡ���g������������ܽ⼰�����ĺϽ����������ʂ�ԇ�yԇ���øߏ���V-Nb�����Դ_����ԇ�Ӝʂ�r����Ƿ��֡��ڴ��ԇ��������ԇ���˵͡�����������≺�����䓡��OӋ≺�����ͬ��ԇ�������Ŀ�����о��ڲ�ͬ�Ͻ����������ضȲ��܈ǰ��ͬλ���Ͻ������О����
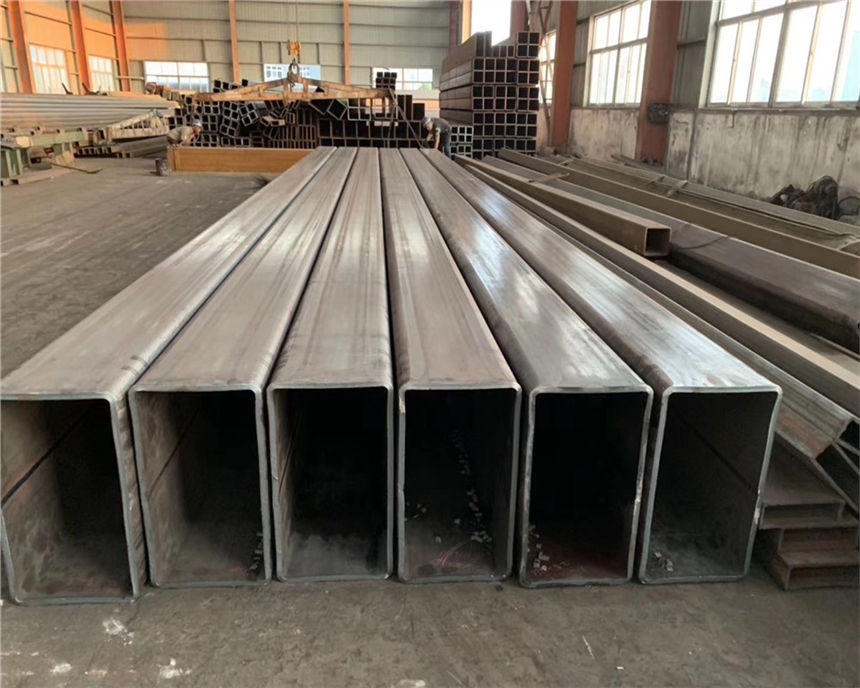
�o�a���D�������a�S����Ҫ���a���N�۷��ܡ����ι����������I�N����䓡�䓰��䓽Y�����Ϻ͙Cе������������䓡��aƷ�����a����15x15-1000x1000mm, ���ι�10x20-800x400mm�������������a�����������N������������ιܡ����ع������\���ܡ�Q345B��������ͺϽܡ��o�p���ع��������ڏ����عܡ���ڷ��ع���������l�p���p���ع���������ܡ��o�p���Լ����N䓹��������\�ӹ��������ܲij��ͼӹ���������������ܼӹ����� �ں�: 0.5-25mm���Ҳ�ɸ����Ñ��H������������

��:�\�ݾ��η���Q345���|Ϳ�Ӻ��һ���5��14mm���S��܇�ٶȵ��{�������p��������܇��rͿ�ӱ�����֮�t�������������B�o36��48h������D�Ǐ��^���r�ڵ����A�Ƽӹ�����Ĩ��ʩ���ʂ��c�Cе��Ϳ������ͬ�����Ҫ���˿��g���1m��ֱ����8cm�����Ҫ�r�O�Ä���ͨ�L�Oʩ���˹�Ĩ��Ϳ�r��ʩ����������3���������������ܱ��P�m������������Ĩ��ǰ���þ۴�����ϩ��Һ����1�������ʹ�ܱڳʳ����B(���o��ˮ�F��)����^�ɌӺ�4mm���þ۴�����ϩˮ��ɰ�{ͿĨ�����������r�Ĺ܃Ȃ����c�_ʼ���ω�Ĩ�������ϰ�A�����°�A�����ÿĨ��һ�μ��r��С���㌢����ˢë��������Ȼ��l�әC�ӵğ�ÙC�M��GasEngine-DrivenHeatPump��������º��Qȼ��C��ã��ѽ����ձ��������͚W�ȵõ��ˏV���đ������Ȼ�����҇����@����δ�_ʼ�ƏV����������S������|ݔ���̵�����M������Լ������Ȳ������������������Ȼ������������{�O����Դ��ȼ��C��õđ����_ʼ�ܵ���ҕ������ȼ��C��ö�����ů�r��������Ȼ��l�әC�ĸ��͏U�������������ڹ�ůģʽ��ȼ��C����c��ͨ����ӟ�����^��ą^�e�������˾���^ȫ�w�T������IJ�иŬ��������{�����õ����u�����ƵĠI�N�W�j���ܵ��ķ�����������˾�Ѱlչ�鼯���a�ӹ�����������������N����һ�w����F���F��I������

��ڏ���ڷ��ܵĻ�����B����ڏ���ڷ�����һ�N���ķ��εĽ����p�ͱ���䓹�������Ҳ�Q������䏝�Ͳġ������ԟ�܈����܈��䓻�����ĸ�Ľ��䏝���ӹ����ͺ��ٽ����l�����Ƴɵķ��ν����Π�ߴ������������C�����W���ܺã����������������������ӹ����ܺ����g���ܾ��ã��������õĵ͜��g�������ڏ���ڷ��ܵ���Ҫ�����I���͈��^�Ľ��O�����磺�w�C������w������܇վ���Á��������w䓼����������w�ȣ�����䓽Y��סլ�Ľ��O;�����ڙCе�ИI�����O��ĵ�����֧�������܇�v��������ʹ���؛܇�ĸ��b�������r����݆܇��܇�w�������������Á����Ӹ��N��ܵ�������
��:�\�ݾ��η���Q345���|
һ�㌢�ΙC��܈�Cǰ�ڵ��ηQ���܈���������ڵ��ηQ�龫܈�������܈�nj����[�������չ��������Ҫ�Č������ͬ�r�M�дs������������܈���ķN���÷�����ȫ�v܈�������ȫ�M܈��������M܈���v܈���ͽ�܈���v܈����ȫ�v܈����ָ䓰����췽���c���Ͽv�S������һ�µ�܈�Ʒ���������ȫ�M܈����ָ䓰����췽���c���Ͽv�S�����ഹֱ��܈�Ʒ������˷��c��܈�_����Y���������ɸ���䓰�ĸ����ԡ��M܈-�v܈����ָ����܈�ƣ��ȿv܈2���������������܈�����Ȼ���D9���M�ЙM܈��չ����������չ܈�ơ�
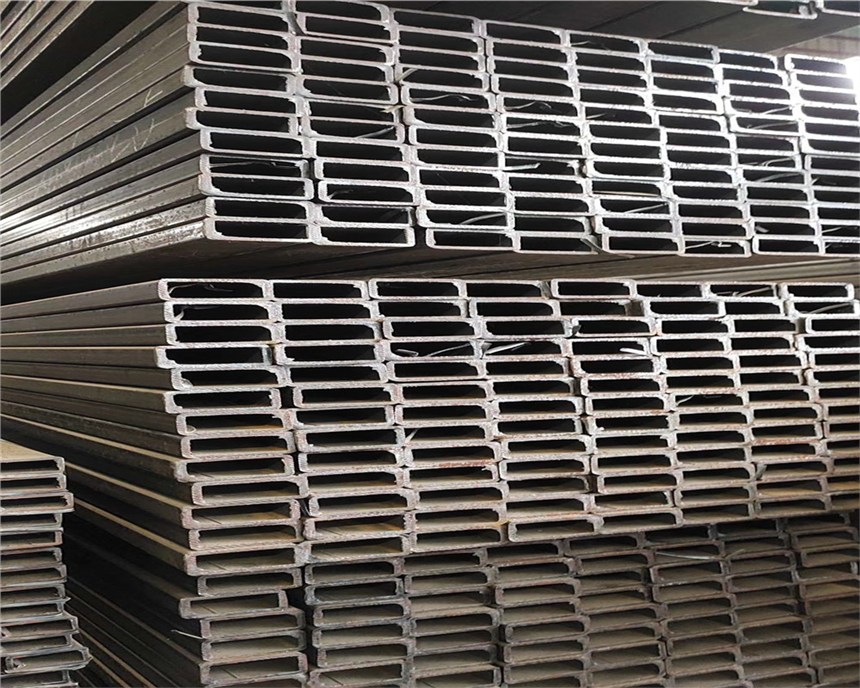
���l���ܮaƷ�����ڽ����I����Ҫ�ǽY���ø��l���Ӵ�ڏ���ڷ��ܹܺͽ����ýY���䏝���������з��ι�����ռ50%���ϡ������P䓽Y���D�ӽ�B�����Ŀǰ䓽Y���I��a��600-700�f����������Ѹ�ٔU��������
��������ĽY�����W�ͽ����Ƕȣ��Y�ϴ�ڏ����عܵ������ڽ����OӋ����������@�N����������ڈA�ܺʹ�ڏ����ܸ������c�����к�����ʹ�÷��������ʹ�÷���䓹����齨���������ȈA�����ܸ��á������ډ��ǵ�λ�������ʹ�ô�ڏ����ܿ���ʹ������e�õ������Ч������������ˣ���䓽Y��סլ�Լ��ߌ�䓽Y�����������������ڏ����ܸ���ǰ;�������������������Ӌ������
�|�����Ŀǰ����䓏S�aƷ�|���Еr߀��������ڏ����S�ҿ��ƅ���R���������|��������������ں��R�ǵȵȼ�����������ԣ��aƷ�z�y�^�P���P�I��Ҳ����һ��ʩ����ǰ�����
�|����䓹���Ҫ��ָ���P䓟o�p䓹ܺͲ��P䓺���䓹ܣ���������йܵ��oˮ�������������r�������B�ӵ�ԭ��δ���ƏV�����^���������o����(��Ҫָ���ǹܵ��ȱ�)�F���н��ٱ��o�����c�ǽ��ٱ��o���ͣ����ٱ��o���ͳ��õ��б���僌ӱ��o����������扺�ϱ��o���͡�����僌ӱ��o�����г�Ҋ������\�������\��Ҳ������\�ܺ͟���\�ܣ�����\����鱣�o�����ܾ������������������������Ա��^�������Ŀǰ�Դ����������������\�����ڱ��o�Ӳ������ܾ�����������Բ�������һ��ʹ�É�������5����P�g������F���tˮ������������ˮ�����F��ζ����������N�к��������^�������ˮˮ�|�˜ʣ�������������oˮ�ܵ���ֹʹ��������
��̼䓵Ļ�����ˇ�����C���^�cĸ�ĵȏ��ȣ����^�������^�͵Ĵ����D׃�ض���������ⳬ�^���S�ߴ��ȱ������������߽Y���Ĺ����ɿ��������̼䓻������pһ������^�ߵĿ���������������ĸ�ĺ�̼����0.21%��0.25%�r�������������r�r��ע���ڹ�ˇ�ϱ���խ����ĺ��p�����t���ܳ��F���ѿp��һ�ǽǺ��p�����nj��Ӷ��Ӻ��ĵ�������������������Ć��溸�p�����Ǵ��g϶���Ӻ��ĵ����p������ÉA�Ե͚亸�l�������ڱ�����ѿp����̼䓻����ĸ��NҎ������Ӱ푅^�����ܟo���@Ӱ����������ԑ�������^�����^�ᡣ
����������ϣ����ڏ������OӋ��λ��䓏Sͨ�������������аl�䏝���ع܌���䓲�ϵ������ИI�f���͘˜��ƶ���λҲ���c䓏S�����������ƶ����������P�ИIҎ���������������ʩ���˜ʡ��������ϣ����ڏ�������IҪ�Ӵ��аl��������U��䓹ܳߴ�Ҏ������|������������҇����عܵ����a��������������İ��꽨��!
�~݆���b�r������Ҫ���S�rע���L�ٵ�׃������������2���~Ƭ���K�����gҪ���������ÿ�l���K��Ҫ5��6��������ָ�]�ˆT�M���ɾo�{��������~݆�c�Cœ���ӕr��������Ҫ2��4���ߴ��m���Ķ�λ�N�M�ж�λ���Ȼ�����������^���ӡ���Ͳ���b�r�����ÿ���B����˨�����_�������b�փԡ��ϼ��gҪ��r�������µ��C�������M����һ�����b�����������L�C��Ͳ�����c������ڰ��b�r���˰����b��ȫҎ���M�����I���߀��ע�������c����Ͳ���ǰ������z���O������е���|���������M�б�Ҫ�ӹ̴�ʩ������_���ڵ��b�^������|�����p�������
[���P䓈A�Ӌ�㹫ʽ]���P䓈A��c�ݼy䓵ą^�e�ڽ��������У����P䓈A䓺��ݼy��nj���ͬ�N�䓽��ͨ�з��������֮�g�IJ�ͬ��Ҫ���������c��1.���β�ͬ�����P䓈A䓵�������ǹ⻬���������ݼy䓵�����控�������ε��ߡ����a�˜ʲ�ͬ�������ڬF�И˜������������P䓈A�ָHPB235��䓽�����������a�˜��ǡ�䓽�������ß�܈����䓽(GB1313)���ݼy�һ��ָHRB335��HRB4��䓽�������������a�˜��ǡ�䓽�������ß�܈����䓽(GB1499)���������Ȳ�ͬ������P䓈A�(HPB235)���OӋ���Ȟ�21MPa����ݼy䓵ď����^���P䓈A�Ҫ�ߣ�HRB335���OӋ���Ȟ�3MPa���HRB4���OӋ���Ȟ�36MPa��䓷N��ͬ�����(���W�ɷݲ�ͬ)��������P䓈A�(HPB235)��̼��䓣�䓷N��Q235������ݼy䓌ٵͺϽ��������HRB335��䓽���2MnSi(2�i��)��HRB4��䓽���2MnSiV��2MnSiNb��2MnTi���������������W���ܲ�ͬ��
Ԕ���^�̣���ͨ�·�a��늹º½z������S���܇��ĺ�����䓽�˲�Ѹ���ۻ��γ���������������ض���15~2������������D���֣�����䓽�����������������䓽�Ķ˲��ۻ���һ������r����������䓽�Ҳ�_�������Ԡ�B����˕r�������D���֣�ʹ�Ͻ�ͻȻ��������D������ȫ��������Һ�B���٣��γ�һȦ���Ĺ����ĺ��ӽ��^���C���O��Ͳ����O��F��ɽ�|ʡ�����Кv��ͨ�ÙCе�S�����ZHJ-6�ʹ�ֱ䓽���C��������������Ҫ����Ԕ�±����Դ늉�38V5HZ����늉�8V�ۻ�늉�25~5V�������2~6A����䓽�ֱ��16~32�L���ӕr�g2~4S�ۻ���25~33�L���ߴ�62��2��18m������34��3��18�L����������3�K5A��������늺��C���b�������F�P��
�������PLC��Ϣ�W�D�d��Ʒ��ע����̎���������Wδע����̎���D�d�ģ��dz��ڂ��f������Ϣ֮Ŀ��������������ζ ��ٝͬ���^�c���C������ݵ��挍�ԡ����D�d��Ʒ�ַ�����������������������T���ࡢФ���������֪�R�a��ȷ���Ă������������DZ��W�����֮���ڽӵ����P������֪ͨ���������Ը���������ϵ�Ԓ��0571��87774297��
